かつてMRPのデータベースに過ぎなかった部品表は、幾つかの新たな概念を導入することによって、部門間のコミュニケーションを担う新しい情報インフラ「統合化部品表」へと進化を遂げることとなった。
前回「レガシーホストに塩漬けの『部品表』、その中身はどうなっている?」では、主に統合化部品表が誕生する前の「第1世代」の部品表について説明した。今回は、これが統合化部品表(統合BOM)へと進化を遂げた過程について解説する。
そもそも、統合化部品表とは一体何か? 一言で言えば、従来のPDM/PLMをさらに進化させたソリューションである。従来の部品表に製番の概念を導入し、図面や各種ドキュメントなどの成果物を包含し、さらに生産設計に必要な工程手順、需給ルートや物流ルートの情報も統合する。その統合化されたデータを「製造のビュー」や「設計のビュー」というように、それぞれの部分最適の切り口でフィルタリングして共有する新しい部品表インフラの概念である(※)。
※ 1つの統合化部品表を「設計ビュー」や「製造ビュー」のようにビューでフィルタリングする方式は、株式会社クラステクノロジーの特許。
部品表はこれにより、MRP(資材所要量計画)の手配のための情報から、部門間のコミュニケーションを担う新しい情報インフラとして変ぼうを遂げることとなり、グローバルレベルにおける情報の共有や設計変更の伝達を可能にしたのである。統合化部品表は、生産管理の基礎インフラであると同時に設計の中心データベースでもあるので、生産に必要なすべてのデータを包含しており、「製造のバイブル」とも呼ぶべき基幹データベースなのである。
従来の生産システムは、図1のように部門縦割りであった。そのために、設計と試作、試作と購買、設計と生産との間には共有のデータベースがなく、設計変更などの情報が他部門になかなか正確に伝わらなかった。その結果、それぞれの部門の仕事をつなぐために多大なオーバーヘッドが掛かっていた。
そこで考え出されたのが、全体最適(統合化部品表)から部分最適(各サブシステム)を派生させて、全体を統合化することによりスループットを向上させて全社のリードタイムを短縮できるのではないかという発想だった。
そのためには、下図のように、単純に同じデータベースを販売、設計、購買、製造の各部門間で共有すればいいという発想になる(図2)。
しかし、この方法ではうまくいかなかったのである。その理由は、販売部門からこのデータベースを単純に利用すると不要な情報が山ほど多く出てきたり、設計部門から見ると煩雑すぎて使えなかったり、購買部門から見ると自分たちには関係のない情報ばかりでとてもメンテナンスできない、といった事態が発生したからである。
そこで考え出されたのが、ビューとフィルターを通してデータをフィルタリングすることによって、各部門専用のデータベースとして使えるようにする方法だ。販売部門から見るときには販売用のビューとフィルターを通して販売専用のデータベースとして、設計部門が使うときには設計用のフィルターを通して設計専用データベースとして、購買部門から使うときには購買用のビューでフィルタリングすることによって購買専用のデータベースとして利用できるようにするのである。
このように、同じデータベース(統合化部品表)の情報を、複数のビューを切ることによってさまざまな角度から利用する方法が考案された。技術的には、1990年代中盤にOracle Databaseがバージョン7.3にバージョンアップし、ビューの更新が可能になってから実用化された技術であった。
Copyright © ITmedia, Inc. All Rights Reserved.

瞬時にM365が乗っ取られる――全社員に周知すべき“新フィッシング”の教訓
MFA(多要素認証)を入れたから安心という常識が崩れ去っている。フィッシング集団「Tycoon2FA」が摘発されたが、脅威が完全になくなったというわけではない。

「サイト内検索」&「ライブチャット」売れ筋TOP5(2025年5月)
今週は、サイト内検索ツールとライブチャットの国内売れ筋TOP5をそれぞれ紹介します。

「ECプラットフォーム」売れ筋TOP10(2025年5月)
今週は、ECプラットフォーム製品(ECサイト構築ツール)の国内売れ筋TOP10を紹介します。

「パーソナライゼーション」&「A/Bテスト」ツール売れ筋TOP5(2025年5月)
今週は、パーソナライゼーション製品と「A/Bテスト」ツールの国内売れ筋各TOP5を紹介し...
![]()
ITmediaはアイティメディア株式会社の登録商標です。
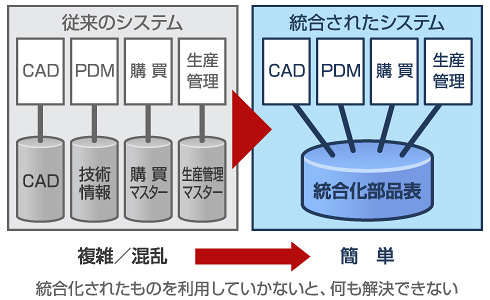 図1 従来の生産システムからの脱却
図1 従来の生産システムからの脱却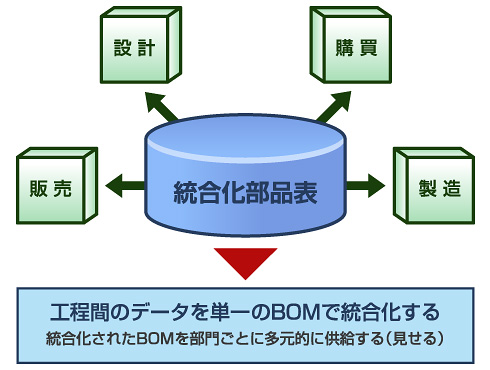 図2 各部門間で同じデータベースを共有
図2 各部門間で同じデータベースを共有