レガシーな部品表があくまでも部品情報のためのデータベースだったのに対して、統合化部品表は部品のみならず、工程データや物流データなどさまざまな情報を取り込み、統合している。
前回「製造業の基幹データベースへと進化を遂げた部品表」では、レガシーホスト上に構築された原初の部品表が、時間軸や仕向地・生産地といった情報の新たな切り口を備えることにより、統合化部品表という新たな情報インフラとして生まれ変わった経緯を解説した。
現在の統合化部品表はそこからさらに発達し、製造業の統合情報インフラとなるべくさまざまな機能を備えている。今回はそれらを1つ1つ紹介していきたいと思う。
なお、今回紹介する機能は、統合化部品表の発展段階でいうと第3世代と第4世代で新たに導入されたものである。各世代の特徴については、本連載の第1回「製造業のバイブル『部品表(BOM)』の復権」を参照されたい。
エリヤフ・ゴールドラット(※1)は1991年の著書『The Haystack Syndrome』(邦題『ゴールドラット博士のコストに縛られるな!』)の中で、「BOMとRouting(工程データ、需給ルートデータ、物流ルートデータ)は、コンピュータの草創期にメモリやHDDなどの資源的な制約があって別々のデータベースとして発達し、現在でも分離されたままになっている。これはいずれ統合化されなければならない」と予言している。
※1 小説『The Goal』の著者で、TOC(Theory of Constraints:制約理論)の提唱者。
ゴールドラットが書いたように、部品表(BOM)と工程データは統合される必要がある。なぜなら、MRP(Material Requirements Planning:資材所要量計画)がMRP IからMRP IIへ進化するための条件であるCRP(Capacity Requirements Planning:能力所要量計画)を行うのに必要だからである。
もう少し詳しく説明しよう。MRP Iはオーダー(製造指示、発注指示、出庫指示などの具体的な生産活動を行う指示)を生成するのにリードタイムを使用する。リードタイムとは、発注リードタイム、製造リードタイムなどのように、部品や製品を発注してから納品されるまでの総時間のことである。MRP Iという生産管理システムは、あらかじめこのリードタイムを品目ごとに設定しておき、生産計画日を起点にしてオーダーを生成する仕組みなのである。
それに対してMRP IIというのは、そのオーダー生成の際にリードタイムだけでなく、さらに生産工程と生産能力も加味したものである。MRPで立案された計画オーダーをCRPで工程順に展開し、各工程の着手日と完了日の日程計算を行い、その結果を部門ごと(あるいはライン、ワークセンター、作業場所ごと)に積算して負荷積みをする。この計算を行う際に、工程手順や需給ルートなどの工程データが必要なのである。
さらに、各部門ごとに積んだ負荷のオーバー分を、実現可能な計画になるようスケジューラで一定の条件の下に山崩し(※2)し、再編成するのがAPS(Advanced Planning and Scheduling)である。ここでも、工程データは必須となる。
※2 各部門に割り当てられた作業負荷を、それぞれの負荷能力に合わせて平準化すること。
このような理由から、第3世代の統合化部品表には工程手順や需給ルートのデータが含まれるようになったのである。
Copyright © ITmedia, Inc. All Rights Reserved.
「新リース会計基準」の適用に向け、多くの企業が対応を進めている。適切に対応していくためには、改正の内容や対応のポイントを事前に確認・理解しておくことが大切だ。そこで本資料では、リース会計基準の詳細を解説する。
2027年4月から適用される「新リース会計基準」への対応を見据え、システムの刷新を検討する企業が増えている。本資料では、中堅企業が求める「セグメント管理」や「資産棚卸」などの機能を備えた、新基準対応の会計ソフトを紹介する。
「名刺」はビジネスにおいて重要なツールだ。一方で、拠点ごとに名刺を作成すると請求先が異なり、請求書の管理が複雑になりがちだ。こういった課題を解消し、請求業務の負担を軽減できるクラウドサービスがあるという。
社員用の名刺を作成する費用を抑えるために自社で印刷している企業は少なくないが、仕上がりに不満が残るケースもあるという。高品質な名刺を低価格で作成するためには、どうすればよいのか。本資料でその方法を解説する。
企業にとって従業員の賃上げは必須の状況となっているが、中小企業を中心に「賃上げは難しい」という声が聞こえてくる。そこで注目したい「給与を上げない賃上げ」について、岸博幸氏も登壇したカンファレンスを基に解説する。

「テレワークでネットが遅い」の帯域幅じゃない“真犯人”はこれだ
ネットワークの問題は「帯域幅を増やせば解決する」と考えてはいないだろうか。こうした誤解をしているIT担当者は珍しくない。ネットワークを快適に利用するために、持つべき視点とは。

「サイト内検索」&「ライブチャット」売れ筋TOP5(2025年5月)
今週は、サイト内検索ツールとライブチャットの国内売れ筋TOP5をそれぞれ紹介します。

「ECプラットフォーム」売れ筋TOP10(2025年5月)
今週は、ECプラットフォーム製品(ECサイト構築ツール)の国内売れ筋TOP10を紹介します。

「パーソナライゼーション」&「A/Bテスト」ツール売れ筋TOP5(2025年5月)
今週は、パーソナライゼーション製品と「A/Bテスト」ツールの国内売れ筋各TOP5を紹介し...
![]()
ITmediaはアイティメディア株式会社の登録商標です。
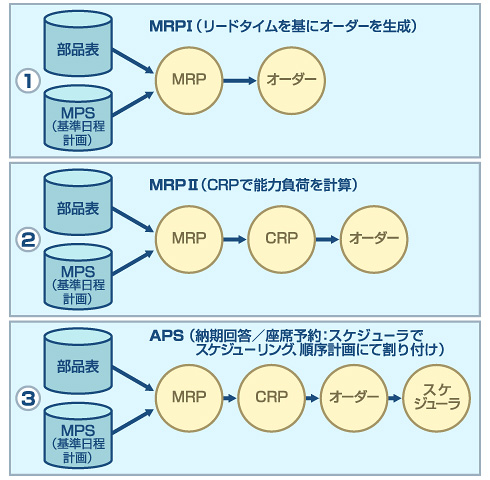 図1 MRP I、MRP II、APSの発展経緯
図1 MRP I、MRP II、APSの発展経緯